

What Is Waterjet Cutting?
Using a high-pressure mixture of water and abrasive, the waterjet is able to cut with impressive accuracy and edge quality through nearly any material, at thicknesses that would be unacheivable with traditional cutting methods.
Given its benefits and versatility, many customers prefer waterjet over other cutting alternatives like laser or plasma, and this method has been embraced by professionals across a wide range of industries. Because the waterjet does not rely on heat to penetrate the source material, it cuts without adding mechanical-stress. This helps limit additional machining processes, and makes waterjet a more efficient and affordable option on many common parts.
What Can A Waterjet Cut?
How Does Waterjet Cutting Work?
Waterjet cutting utilizes a high-pressure mixture of water and abrasive (typically garnet) which is sprayed through a narrow nozzle (or jewel). This stream erodes the stock at incredibly high speeds, and can be used to cut nearly any material with remarkable precision and accuracy.
Waterjet cutting does not use any heat to cut through the source material. As a result, there is no work hardening or melting risks, which make it a far more accessible cutting option than laser/plasma in many instances.
Our OMAX Waterjet Machine

Waterjet Cutting Capabilities
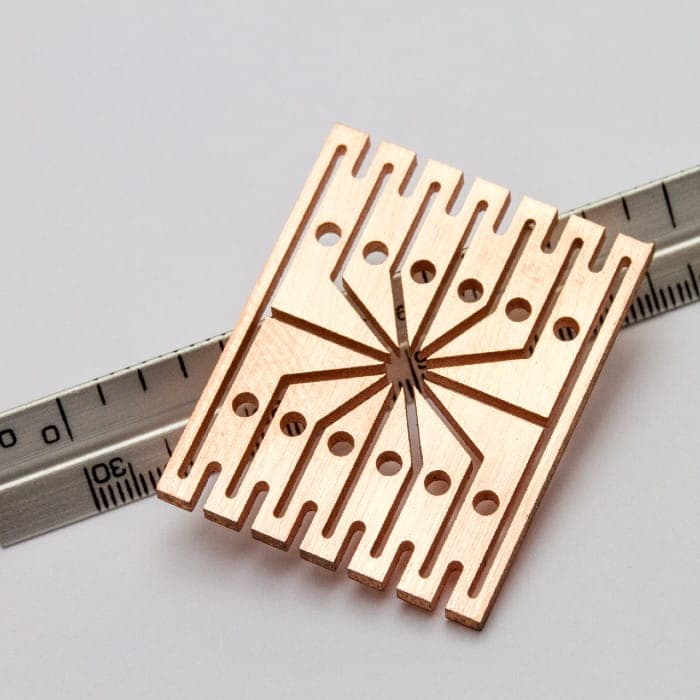
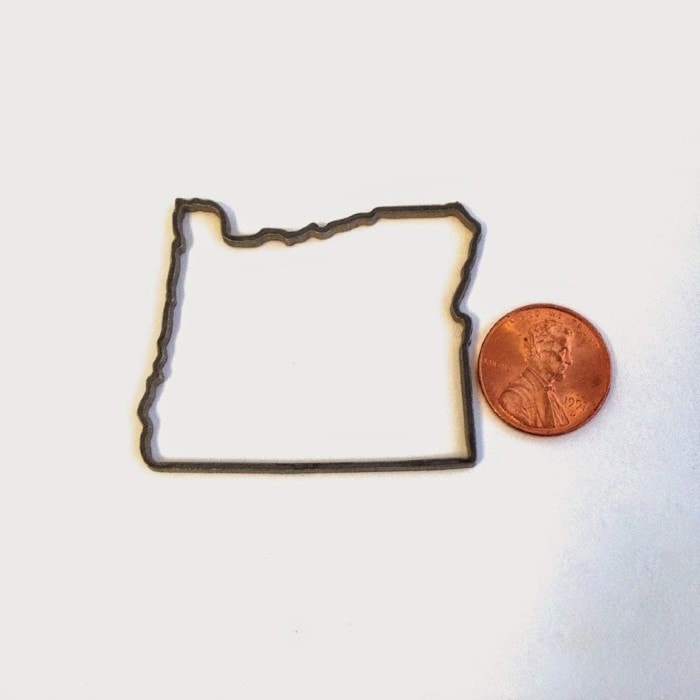
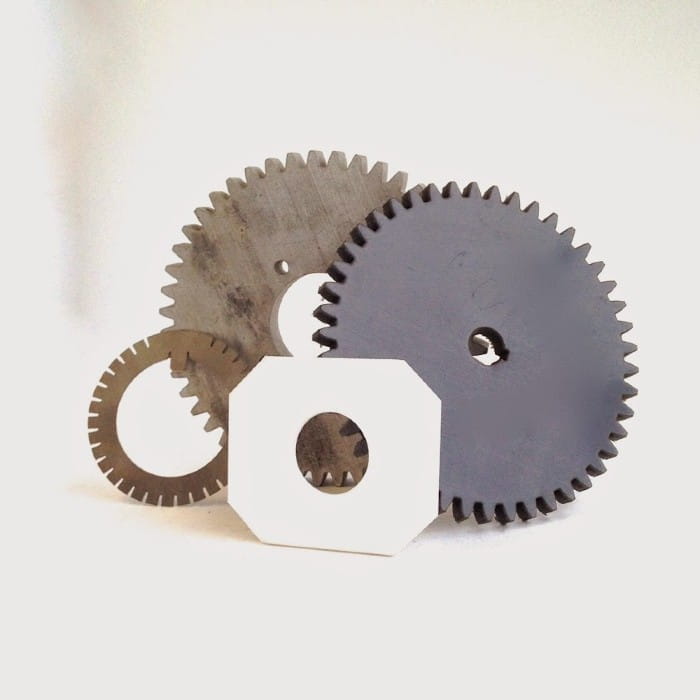
2D Cutting/Etching
Most 2D components are an excellent fit for waterjet cutting. We commonly run a wide variety of templates, spacers, gaskets, gears, gussets and fixture/base plates. The waterjet is also a great option for cutting out profiles for parts that will receive secondary machining. Custom projects also work great on the waterjet, such as logos, signage, car accessories, knife blanks, and more.
The waterjet is also capable of etching. This process is performed by increasing travel speeds to the cutting stream does not fully pierce the stock material. The etching features make an excellent option for part marking or serializing components that would otherwise need to be engraved in additional machining operations.
Tolerances
Typically, the waterjet cutting tolerance is about +/- .005” – .010”. This number will vary slightly depending on the material type being cut, and will increase relative to stock hardness/thickness.
The waterjet’s cutting stream is incredibly fine as it leaves the mixing tube with a spray diameter of approximately .040”. The stream widens as it gets farther from the exit point. This phenomenon is known as “kerf.” Kerf will be slightly noticeable on the cutting profile and seen through a taper from the top, where the stream is smaller, to bottom, where the flow is larger.
Kerf is often negligible and is practically undetectable with the naked eye. For thicker materials, however, kerf can be more of an issue. When cutting into thicker substances, waterjet operators take steps to minimize and counteract kerf. While kerf can be counteracted, this concept is important to keep in mind when designing parts and choosing a cutting method, especially for thicker materials.
Lead Times
Lead time for your waterjet cutting project depends on several factors, including whether materials are in stock and/or readily available for your project. Waterjet lead times generally fall within a 5-10 business day window. The best way to establish a timeline is by speaking with us directly so our operators can determine the size and scope of your project.
Materials A Waterjet Can Cut
A waterjet can cut through nearly any material from metal to wood and everything in between. Here is a brief list of the types of materials a waterjet can handle.
<– Swipe for full table –>
| Metals | Brittle Materials | Soft Materials | Natural Materials |
|---|---|---|---|
| Aluminum | Plate Glass | Foam | Leather |
| Brass | Art Glass | Rubber | Hardwood |
| Bronze | Ceramic Tile | Neoprene | Plywood |
| Iron | Limestone | Nylon | Porcelain |
| Copper | Granite | Silicone | |
| Stainless Steel | Marble | Stone | |
| Mild Steel | Plexiglass/Acrylic | Tile | |
| Tool Steel | Polycarbonate | HDPE | |
| Hardened Steel | Polyethylene | UHMW | |
| Tin | Polyurethane | ||
| Titanium | PVC | ||
| Vinyl |
Note: A waterjet cannot cut tempered glass due to its crystalline structure. If attempted, tempered glass shatters the moment water touches the surface.
Speed Cutting Examples
For a basic idea of speeds for standard materials and thicknesses, reference this chart. This might help you determine how much time your project will take during the cutting process.
<– Swipe for full table –>
| Nozzle Diameter & Approx. Inches per Minute | |||||
|---|---|---|---|---|---|
| Material | Material Thickness | .007″ | .010″ | .012″ | .014″ |
| Aluminum | .25″ | 12-19 | 22-34 | 30-47 | 38-58 |
| .50″ | 6-8 | 11-15 | 13-21 | 17-26 | |
| .75″ | 3-4 | 5-7 | 6-10 | 8-12 | |
| Stainless Steel | .25″ | 4-6 | 8-12 | 10-16 | 13-20 |
| .50″ | 2-3 | 4-5 | 5-7 | 6-9 | |
| .75″ | 1-2 | 2-3 | 2-3 | 3-4 | |
| Titanium | .25″ | 5-7 | 9-13 | 12-19 | 15-23 |
| .50″ | 2-3 | 4-6 | 5-8 | 7-10 | |
| .75″ | 1-2 | 2-3 | 2-4 | 3-5 | |
| Marble | .25″ | 14-17 | 22-31 | 28-44 | 36-54 |
| .50″ | 6-8 | 10-14 | 13-20 | 16-25 | |
| .75″ | 3-4 | 5-6 | 6-9 | 7-11 | |
| Glass | .25″ | 20-31 | 39-56 | 49-79 | 63-96 |
| .50″ | 9-14 | 18-25 | 22-35 | 29-43 | |
| .75″ | 4-6 | 8-11 | 10-16 | 13-19 | |
| Abrasive Flow Rate* | 0.4-0.6 | 0.7-1.0 | 0.9-1.5 | 1.3-2.0 | |
* In pounds per minute with medium-fine grade




Our Process
Here is what you can expect when you hire R&R for your machining work.
- You submit a quote request.
- We will get back to you right away with clarifying questions for information regarding:
– Quantity
– Material
– Dimensions
– Drawings/Cad Files - We send you a customized project quote 24-48 hours later.
During our quote process, we will consult with our shop staff regarding:
- Materials in Stock
- Necessary Tooling
- Job Queue
- Lead Time or Expedited Timeline (if requested)
- Components Needed from Outside Vendors
- Quotes from Vendors to Ensure Best Pricing Possible
- Vendor Lead Time for Part Orders
The quote process is typically completed via email, and we will follow up regarding additional information or specific part elements if needed.
Frequently Asked Questions About Waterjet Cutting
Most 2D components are an excellent fit for waterjet cutting. R&R runs a wide variety of templates, spacers, gaskets, gears, gussets, and fixture/base plates.
Waterjet cutting is also an ideal option for cutting out part profiles that will go on to a secondary machining process.
Custom projects also work well for a waterjet, including logos, signage, car accessories, knife blanks, and more.
The cost will vary depending on numerous factors, including the size, scope, and materials required for your project. All of this will be determined when a quote is requested.
Waterjet cutting can be used on an incredibly diverse range of thicknesses. Our machine can cut through sheets that are only a few thousandths of an inch thick by layering or sandwiching material between rigid plates. It can also cut extremely thick material with accuracy and impressive edge quality on materials up to 10”-thick steel.
Since there is no heat transferred to parts being cut, a waterjet is an ideal solution when dealing with materials that are subject to warping or melting at thicker widths.
The waterjet is an extremely affordable and effective method for cutting material. On thinner steels, plasma/laser will generally be faster, and therefore less costly than other alternatives (though it is far more limited on the type of material it can cut.). Waterjet cutting is more cost-effective on thicker items and materials that cannot be cut with laser/plasma due to heat and reflectivity limitations. Waterjet cutting is also more cost-effective in instances where secondary machining operations would otherwise be required.
R&R uses CAD/CAM software provided by OMAX called Intelli-Max for part layouts/nesting, tool path generation and G-Code. The shop is also capable of importing and utilizing most file types generated from other CAD systems. DXF is the preferred file format for waterjet components.
Since there is no heat introduced, and the cutting process is non-contact, there is often no change in an object’s color or appearance. With light or transparent materials such as plastic or glass there can be some “frosting” along the inner and outer profiles. This is caused by cutting spray blowback when the jetstream contacts support slats. Steps can be taken to minimize any surface irregularities. Harder materials are rarely affected.
Our Work
Quotes and Inquiries
If you’re interested in R & R’s CNC services, send us a message and we will respond as quickly as possible. If you already have some documents or drawings, feel free to include them.